































百佳泰协助客户取证多年,常常遇到客户为了出货压力而跟时间赛跑,在检测结果显示不通过的原因往往是在产品设计、进料检验、制程初期就必须解决的难题,面对这样的困境不仅浪费时间也增加开发成本,若能在每个时期的产品质量做好严谨的把关,就可以减少许多出货前的烦恼。
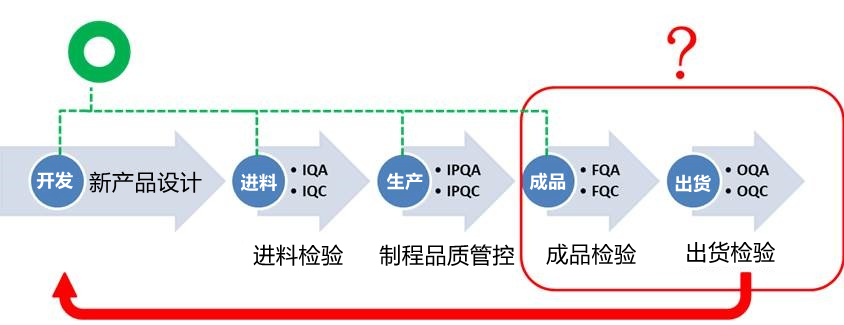
谈到不良品分析之前,首先要了解到:整个产线在进行生产时会面临到的各个检验以及管控环节,在一个完整的品管流程中,基本上都会包含如下四个确认机制:
1. IQC (Incoming Quality Control) – 进料品质管控
2. IPQC (In Process Quality Control) – 制程质量管理
3. FQC(Final Quality Control) – 成品检测
4. OQC(Outgoing Quality Control) – 出货检验
延伸阅读 如何有效管理生产质量 百佳泰就是不一样!
(资料源: Allion)
本文重点:产品开发与进料、制程管控上应注意的事项,如能确实留意前中段的设计细节与料件特性、加工掌控,在出货时对于成品的把握度就会大幅提升。
Step 1. 新产品开发
在开发初期,工程师必须针对产品各零组件做审慎的测试与交叉比对,决定何种零组件是由自家制造亦或是透过外购方式取得,并确认料件的设计、组装及彼此间的匹配性,较常见的注意事项包含:
A.零组件的选用
在组装的部分除了注意Connector、Raw Cable、Paddle Card的特性质量、机构强度之外,也需要定义在加工区所披覆的胶水种类,包含胶水特性与量产时能符合加工便利性、含水量、固化时间等因素,都需要在产品设计初期就纳入考虑。
B.组件特性损耗余裕度
在裸线料件选用时必须替连接器及加工段预留损耗余裕度,以Type C Gen2的budgets为例,Host与 Device的容许损耗为8.5dB,成品线则为6dB @5GHz,此时若选择的裸线特性在5GHz时已超过5dB,那么加上连接器与加工造成的损失,就很有可能超出规范。

USB Type C to C Gen2 Loss Budget(资料源:USB IF)
C.Paddle Card控制
PCB Layout厂在接到案件之后,照着规范设定的阻抗进行了Trace以及Pad的设计,线材商在设计完成后取得Paddle card并将裸线实际焊接、上胶,才发现原本设定好的特性阻抗因为加工后的电容效应往下掉,反而造成阻抗不连续面的增加(如下图所示) ,这代表制造商与Layout厂在发包时并没有讨论后续的加工以及对应的影响,而正确的作法是,先将特性阻抗在加工后会产生的差异估算进去,进行Layout时先提高特性阻抗的设计,使加工后的波形落入好球带。
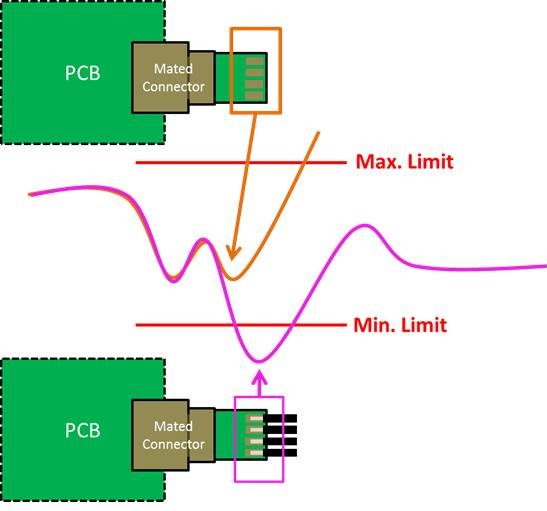
Paddle Card焊接前后差异(资料源: Allion)
D.制程设计
- 裸线各层剥线长度需定义明确,并依此规范设定剥线机参数,使用激光剥线机时上下排能量及对焦也必须依照待剥层材料清楚定义。
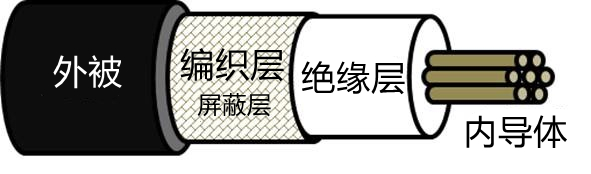
Coaxial Cable结构(资料源: Allion)
- 焊接须搭配Paddle Card设计进行选用适用的机台类型,若使用HotBar(热压熔锡焊接)方式,也需考虑热压头型态以及适合的温度设置、行程设置、按压时间等参数。
- 若选择缠绕式编织或包带时,传统水平式机台因地心引力关系可能影响包覆均匀度,直立式机台则因作动方向与地心引力呈垂直,较可改善因包覆不均所产生的抗噪声问题。
Step 2. 进料检验
针对所有零组件进行验收是一件相当重要的事情,若是预计要进行量产的零组件结构、特性与预期规划不符时,趁着尚未制作之前必须要将问题抓出来,以免进入生产后造成的时间、成本损失,其中和特性较为相关的常见问题包含:

A.Raw Cable
- 线材结构是否正确
(EX. 若屏蔽层、地线、线材排列组合有误可能造成串扰不良)
- 特性阻抗设计是否正确
(EX.波形是否平滑且失真较小)
- 插入损耗表现是否如预期
(若验收时衰减量大于评估值则可能造成最终成品线特性不良)
- 差共模转换损耗是否过高
(若抽线时绝缘层包覆不均或线缆长度差异过大也有可能造成此项不良)
- 编织密度是否达到所标示之百分比
(EX.影响EMI特性)
B.Connector
- 端子正位度是否正常
(EX.端子偏移容易造成高频特性不良,尤其串扰)
- 端子是否产生毛边
(EX.毛边容易使损耗变大)
- SMT处端子间距是否符合设计
(EX.间距不符使的与Paddle Card对位困难)
C.Paddle Card
- 特性阻抗设计是否正确
(EX. 特性阻抗于焊接后会变低,进而影响测试结果)
- 接地回路是否正确
(EX. 不良的接地回路容易使串扰不良)
- 讯号对在不同版层间变换时的过孔是否彼此干扰
(过近时容易影响特性阻抗与串扰)
- 裁板是否影响板边尺寸
(EX. 尺寸不符会造成组装困难,进而影像高频特性)
Step 3. 制程品质管控
在确认一切就绪并进入生产流程时,必须要确保在整个生产流程中所有的制程皆如事前所规划并进行设备调适,因为各种设备的理想参数与现实状况中一定存在些微误差,倘若设备的参数与设置不协调,也可能造成最终成品特性不符预期,以下列出常见状况:
- 裁切时裁刀是否锐利
- SMT、连接器打件是否发生错位
- 焊接时温度是否过高造成线芯外被退缩变形
- 焊接时线芯是否分岔松散
- 焊接时是否产生锡球(丝)、空焊、短路等现象
- 同轴线编织是否包覆完整
- 内膜胶是否过度影响特性阻抗
- 内膜胶是否充裕干固
经过上述说明后,百家泰以实际测试时所遇到的几个常见不良案例与各位进行分享,在下述范例中皆简单说明该项目的Fail Item以及判断原因,并列出优化后的数据改善度:
案例1
- 注意焊接加工时的加热时间,避免加热过久,导致线芯外被退缩或受损。
- 建议在加工时,铝箔长度不要剥除过多,铝箔可有助于阻抗控制防止特性偏移。
(资料源: Allion)
案例2
控制焊点的锡量与间距,避免距离过近而发生串音现象
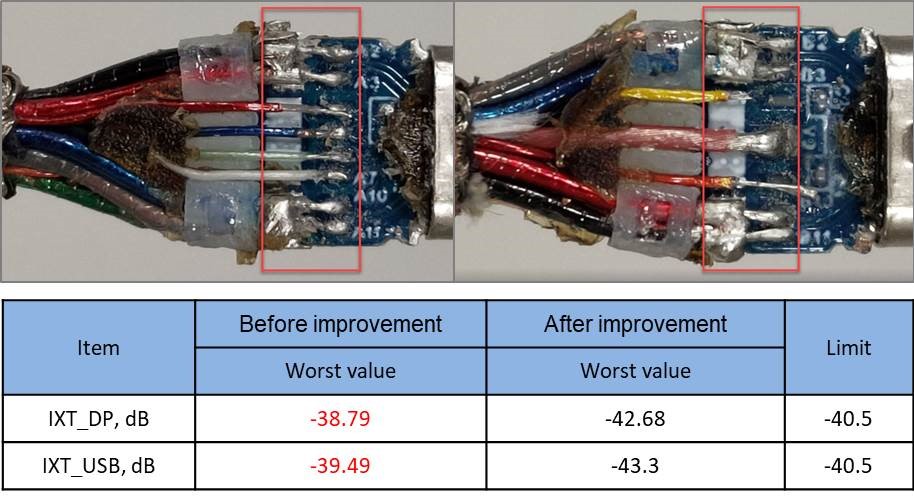
(数据源: Allion)
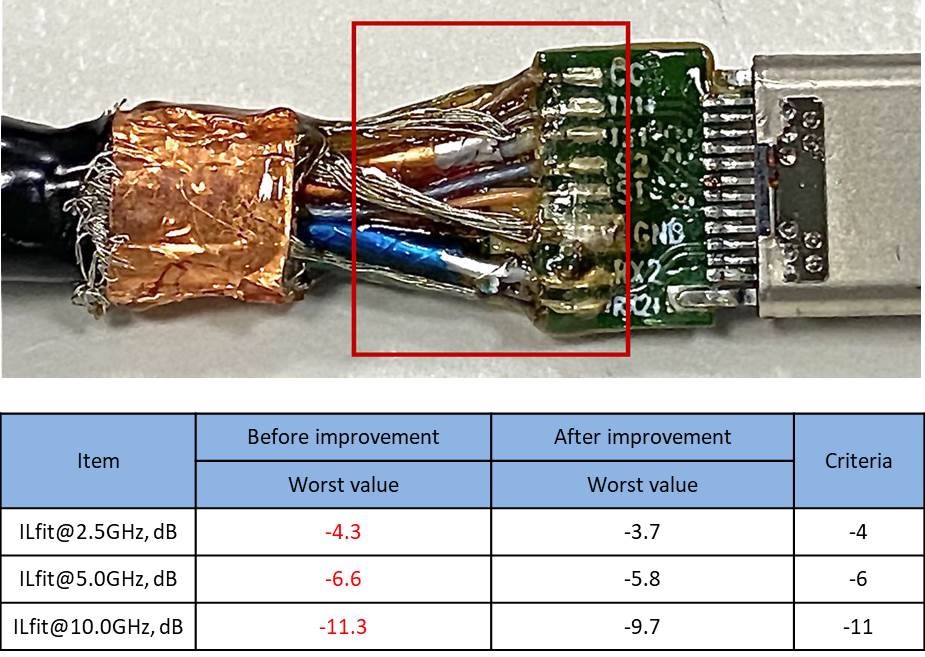
案例3
零组件与加工段阻抗不连续面过大且多,进而影响IL Fit、 IMR、IRL等项目不良
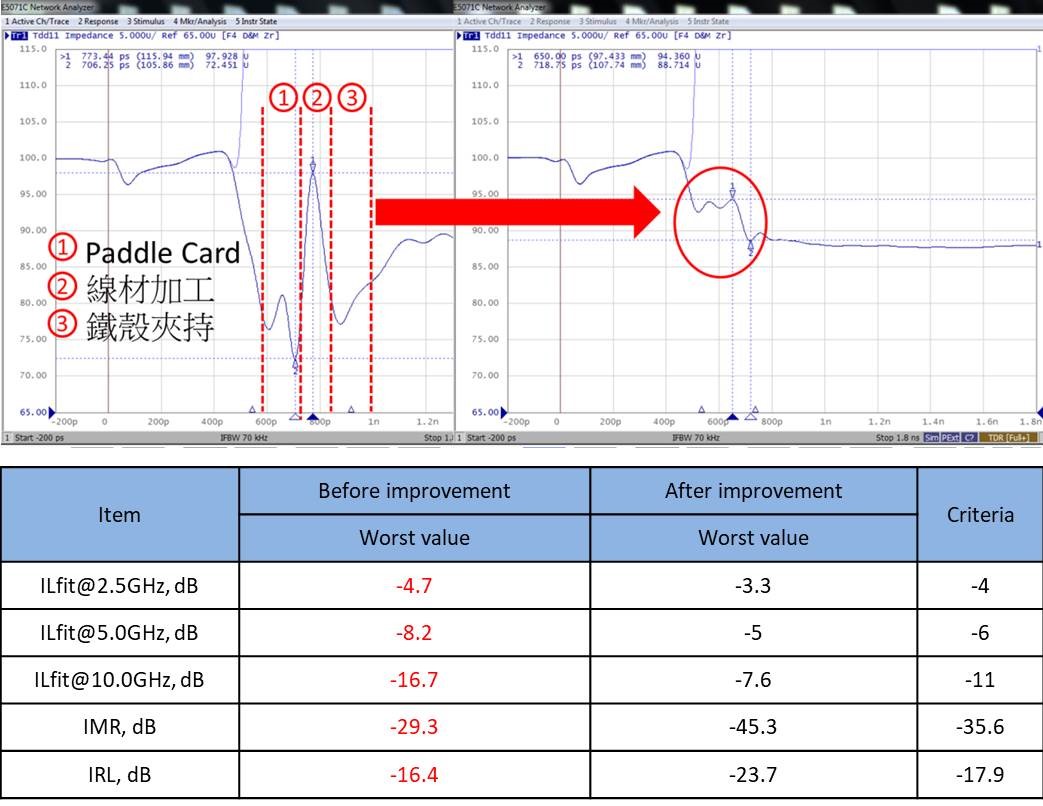
(资料源: Allion)
百佳泰提供各式测试服务
高频量测不良的原因有很多可能性,即便是相同的项目都可能由不同的单一/复合因素导致,百佳泰在面对测试项目时一律秉持严谨的态度与快速的对应方式,透过样品设计方式与测试波形的比对确认给予客户改善建议,不论是在开发初期或是认证时所面临的困境都能协助客户取得更快速的解决方案。
如您有相关问题,欢迎立即填写咨询窗口,将有专人立即与您联系。
