































随着USB规格更新到USB 3.2以及USB4,传输线的传输频率提升至10Gbps、20Gbps,因应高传输效率、低损耗、以及低辐射影响的考虑,传统Twisted Pair的设计已经无法满足需求,除了严谨的加工方式,更多的制造商是以同轴线作为新一代Type-C传输通道。
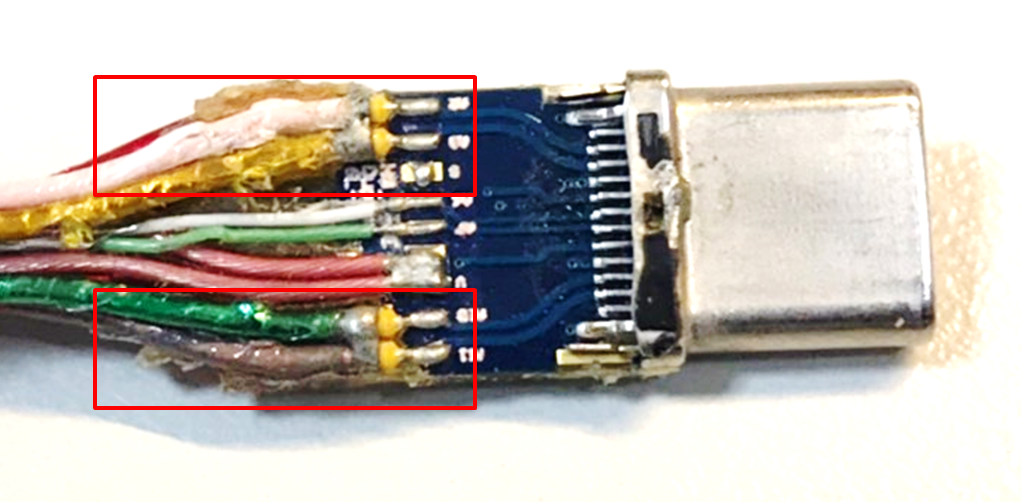
图1:Coaxial Cable
正规的同轴电缆组成结构分为4层,由中心而外分别是内导体、绝缘层、屏蔽层、外被,作为多同轴线的外被大多是以铜箔麦拉为主,加上编织层即为双屏蔽,可以为每条同轴线带来更好的抗干扰特性。另外,由于同轴电缆对地(编织层)距离的控制较好,因此在高频传输的表现,无论是导通特性(损耗、差共模转换)或是串扰方面都有较好的表现。
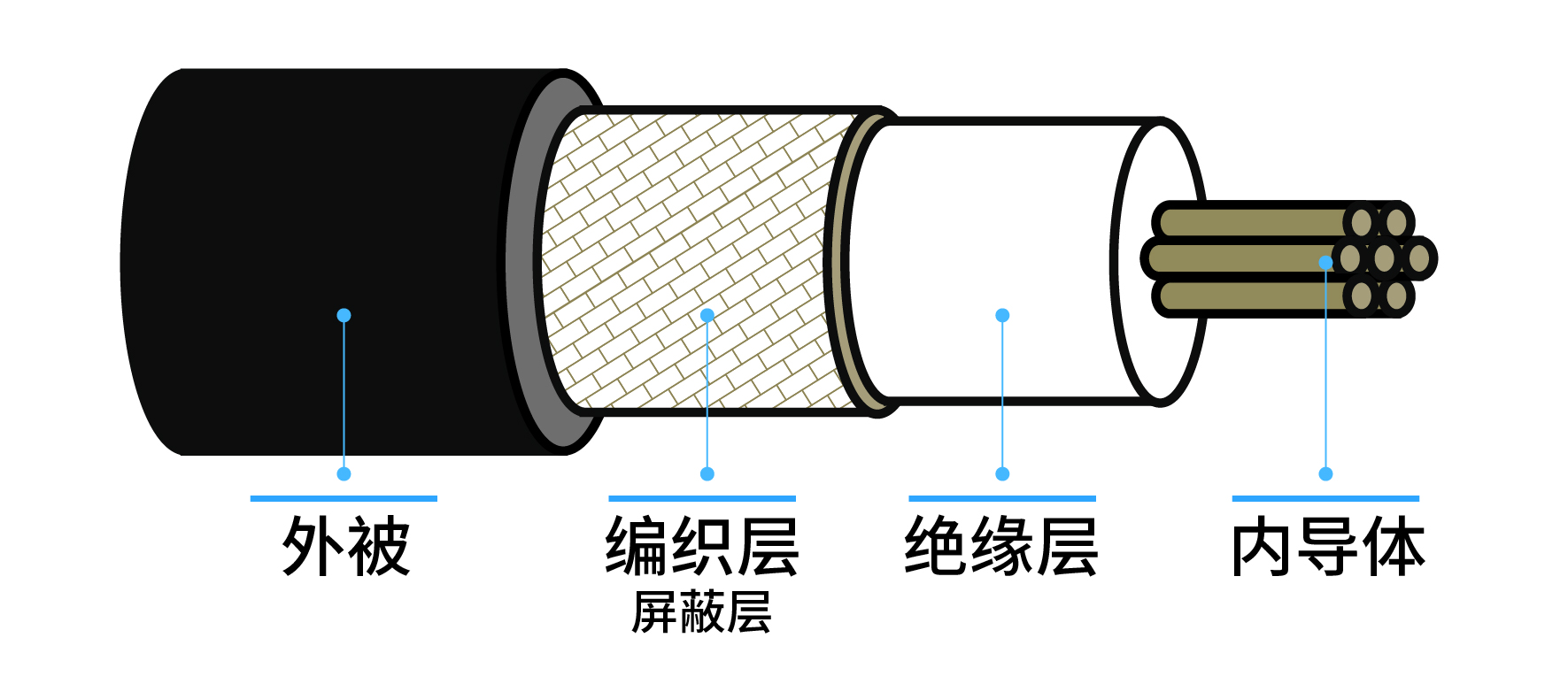
图2:Coaxial Cable结构
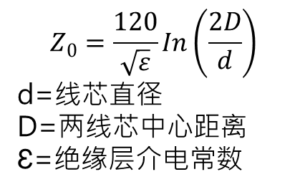
以双绞线来说,每条铜线本身存在微量电感,此外,当两条铜线靠近时,彼此间产生电荷效应(电容),而特性阻抗的稳定度(连续性)则是取决于电感、电容的分布(L0、C0)是否均匀且稳定,因此,参考如下关系式,在决定特性阻抗的时候,可以看到双绞线除了线芯直径(d)以及固定绝缘层的介电常数(ε)以外,如何控制两线之间的距离(D)是最重要的。
双绞线特性阻抗关系式:
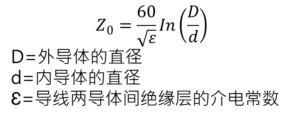
而同轴线因为设计结构的关系,控制内外导体(D &d)的一致性相对来说,特性阻抗的掌控上则会比双绞线来的稳定,而连续且平稳的特性阻抗在S参数上就会有良好的的表现。
同轴线特性阻抗关系式:
组件设计时的特性阻抗控制
在设计时,Type-C Cable Assembly特性阻抗已有Connector Differential 85ohm与Raw Cable Differential 90ohm的差异,因此对于各组件的阻抗控制需要更加注意,一旦选择的料件匹配度不足或是产生过多的不连续面,都可能造成ILfit、IRL的Fail,更甚影响Integrated Crosstalk的表现。
1. 裸线控制
在抽线的过程中绝缘层与编织层的包覆,已决定了裸线的特性阻抗以及通道特性的好坏,值得注意的是,百佳泰测试实验室在一些偶发的不良案例中发现客户在线材特性阻抗的基准值已偏离USB所规范的90 Ohm许多,这会造成讯号在不匹配的信道中传输,进而造成多种高频项目的Fail。
2. Paddle Card控制
在认证的过程中,我们有时会遇到客户带着Paddle Card 设计厂商参与Debug。制造商与Layout方都认为自己都照设计图上的要求制作,为何加工后,成品线就是会发生Fail呢?
问题的原因在于,Layout端在接到案件之后,照着规范设定的阻抗进行了Trace
以及Pad的设计,线材制造商在设计完成后取得Paddle Card并将裸线实际焊接、上胶,才发现原本设定好的特性阻抗因为加工后的电容效应往下掉,反而造成阻抗不连续面的增加(如下图所示),这代表制造商与Layout商在发包时并没有讨论后续的加工以及对应的影响。正确的作法是,先将特性阻抗在加工后会产生的差异估算进去,进行Layout时先提高特性阻抗的设计,使加工后的波形落入好球带。
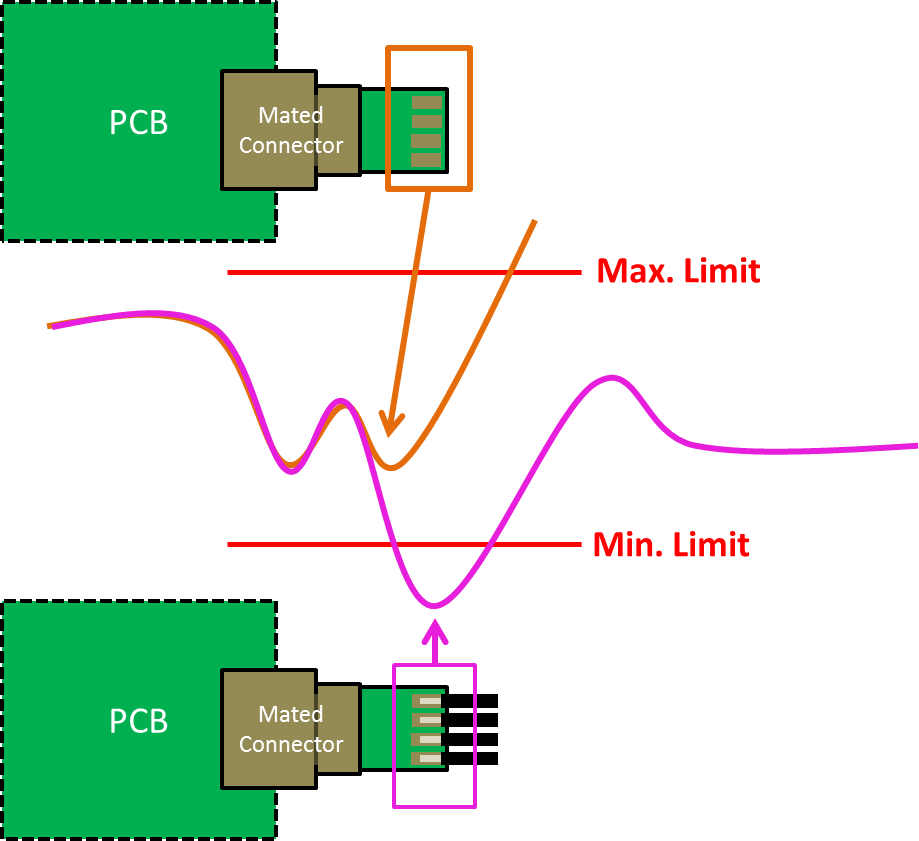
图3:Paddle Card焊接前后差异
线材加工过程常见问题
如果屏除裸线于抽线过程中所造成的不良影响,在分析认证案件的不合格样品时,百佳泰发现绝大多数的Fail都会发生在加工的过程,常见的不良原因大致分为3种:
- 焊接不良
- 线材受损
- 剥线长度的管控
1. 焊接不良
常见的焊接不良包括空(浮)焊、线芯松散、线芯断裂、焊接对位误差过大、锡丝锡球,或是锡油的残留等等,这些情况都可能造成特性的不良。举例来说,当线芯松散时,表面积形状以及吃锡情况都不易控制,特性阻抗的稳定性也就不足,而焊接位移可能造成讯号间的Patch过小,进而影响串扰。另外,锡丝与锡球的产生除了提升串扰发生的可能性,更会造成Stub所产生的寄生电容效应,这些都是在焊接时应避免的。

图4:焊接不良案例
2. 线材受损
线材的受损分为线芯受损或外被受损,大量生产时,在焊接的环节一般会选择热压焊机(Hot Bar Soldering Machine),有些使用高频焊接,在焊接时必须注意剥线的力道,Hot Bar的位移行程、温度的调整,焊接时也须注意加热时间以及夹持时可能造成的外被变形或破孔。
3. 剥线长度的管控
在产线量产之前, 应订定好裸线每层应剥除的长度,一款裸线的特性阻抗都是由每一个物理层的材质、厚度共同决定的,在去除每一层的时候都应该顾及到特性与后期量产时的加工难易度,一旦剥线长度定义完成,无论是裸线的前处理或是与连接器组装为成品线的环节都应共同遵守。倘若剥线定义每个层面剥线距离为1.5mm,在理线或焊接时都应尽可能符合,切勿因加工而改变外被、屏蔽长度,因为这些变化即便差异0.5mm都可能直接影响到最终高频结果。
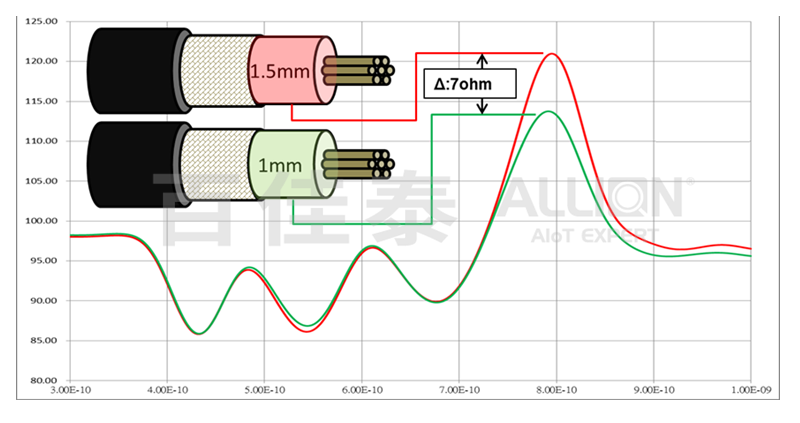
图5:剥线长度造成阻抗不连续面差异
组件的选择
1. Connector
由于Type-C除了Full-Featured板端连接器可以进行USB4 Gen3认证之外,在所有USB 3.2 Connector与Plug的认证中都是不包括高频测试的,因此选择合适的连接器进行产品的制作就会是制造商在开发期很重要的一个环节。
2. Raw Cable
在产品开发时期,制造商会面临的第一个问题是,该如何选择合适的料件进行组装呢?成品线的组成大致分为连接器、Paddle card、Raw Cable,以USB Type C为例,协会在规范中已具体罗列出Coaxial/ Twisted的参考损耗(dB/m),制造商可以用这样的范例数据对供货商的裸线进行确认。
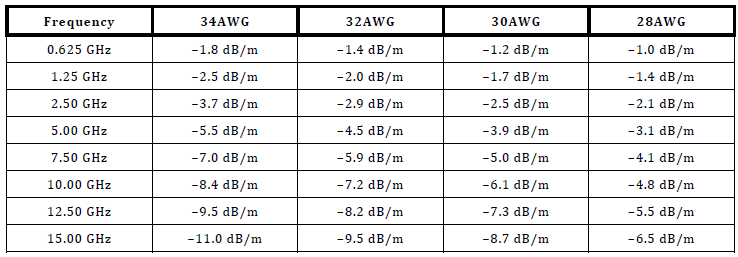
表1:Loss Example for Twisted Pair Cable(数据源: USB Type-C Spec R2.1)
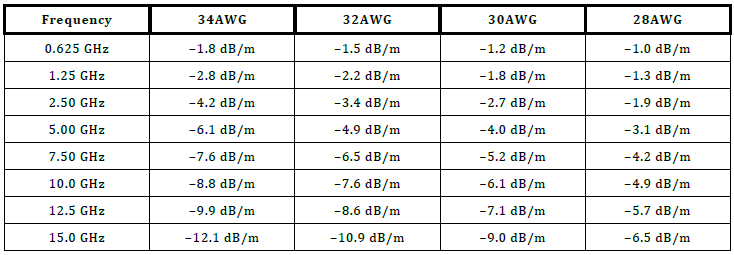
表2:Loss Example for Coaxial Cable(数据源: USB Type-C Spec R2.1)
1. Paddle Card
在组装时,除了应注意Paddle Card Impedance的设计之外,还需要定义在加工区所披覆的胶水种类,考虑胶水特性与量产时能符合加工便利性、含水量、固化时间等,大多数产品使用UV胶(UV Resin),而这些对于特性阻抗的变因,都需要在产品设计初期就考虑在PCB Layout内。
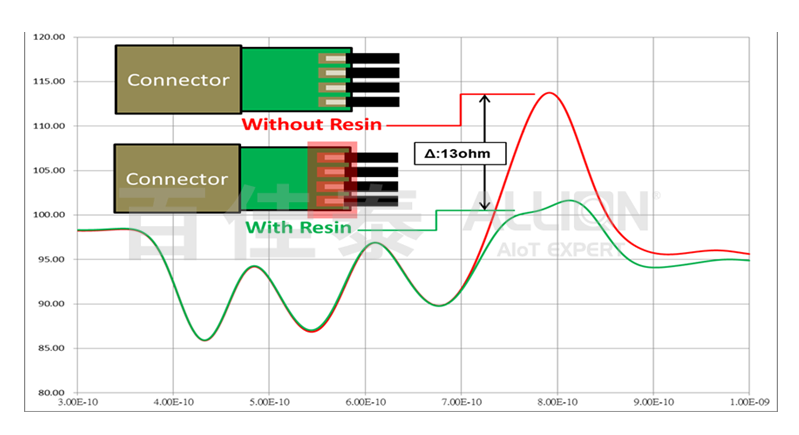
图6:胶水选用时对于特性阻抗之影响
制作USB线缆、投入认证的过程中才发现所选用的组件匹配性不足或是稳定性不高,往往会令制造商感到进退两难。客户送测后,百佳泰不仅可以认证线缆成品,早在客户选择料件的时期,百佳泰也能进行连接器以及各组件的Pre-Test,进而节省认证与选用零件上的时间进程,并全面确保USB线缆质量。如果对于USB线缆连接器有任何验证需求,欢迎洽询百佳泰 service@allion.com。